Tiga cara pemasangan bearing yang benar
Tahukah anda bahwa 16% kegagalan bearing prematur adalah karena kesalahan pemasangan bearing? Kerap yang terjadi adalah teknisi memasang bearing pada as dengan cara yang kasar seperti memukul bearing dengan martil ataupun menggunakan api las untuk membesarkan inner ring bearing. Alhasil dengan menggunakan cara pemasangan bearing yang benar, maka anda akan dapat menghemat penggantian bearing pun sampai 16%.
Dalam literatur SKF, ada tiga cara pemasangan bearing yang baik dan benar :
1. Pemasangan secara mekanikal
Dalam cara pemasangan mekanikal, bearing akan dimasukkan ke dalam as ataupun housing dengan cara memukul – namun beda antara cara pukul yang benar dan salah adalah bagian mana bearing yang dipukul.
Gambar dibawah mengilustrasikan cara pemukulan yang salah dimana kekuatan pukulan tidak merata ke semua bagian bearing – alatnya terlalu besar ataupun terlalu kecil dari ukuran bearing
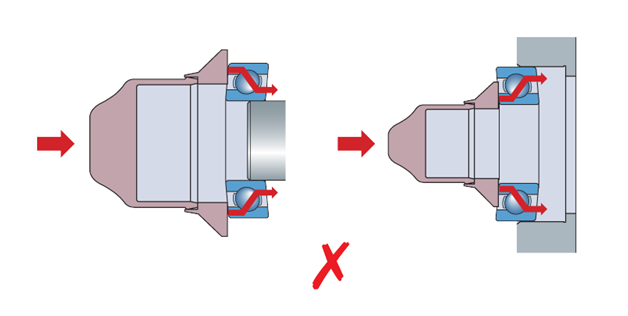
Fig. 1 – Cara pemukulan yang salah untuk memasang bearing
Di sisi lain, cara pemukulan yang benar adalah menggunakan alat yang sesuai dengan ukuran bearing yang lagi dipasang – kekuatan pukulan merata ke semua bagian bearing:
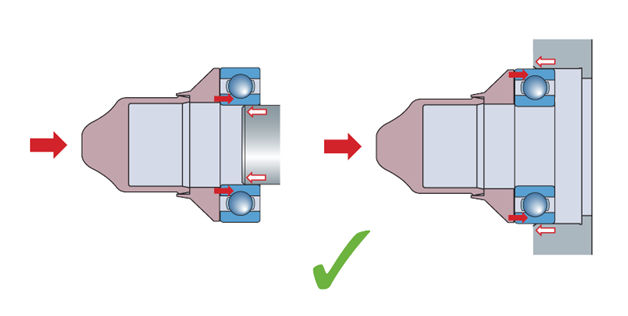
Fig. 2 – Cara pemukulan yang benar untuk memasang bearing
Simak cara pemukulan yang benar dengan SKF TMFT Fitting tools: https://www.youtube.com/watch?v=7Hor6fFsfHg&feature=youtu.be&t=76
2. Pemasangan secara pemanasan
Cara pemasangan secara mekanikal (pemukulan) memang sangatlah praktis untuk dilakukan, namun untuk bearing berukuran sedang dan besar ataupun untuk pemasangan bearing di as yang sangat panjang, maka cara tersebut jadi sangat menyita tenaga dan waktu teknisi.
Cara pemanasan bearing dari dulu memang sudah ada seperti membakar inner ring bearing dengan api las/langsung, mencelupkan bearing ke dalam bak oli panas, ataupun menggunakan oven panas:
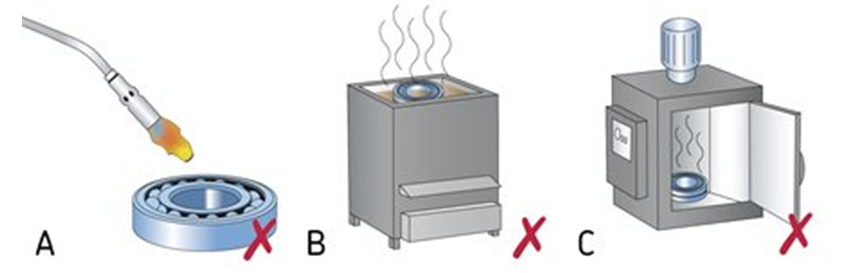
Fig. 3 – Cara pemanasan bearing yang salah (A) memakai api las/langsung (B) mencelup ke dalam bak oli panas (C) menggunakan oven panas
Namun, ketiga cara tersebut tidak dianjurkan SKF karena cara pemanasan tersebut terlalu panas untuk bearing, semua bagian bearing terpanaskan, dan kontaminasi terhadap bearing. Alhasil, langkah pemanasan dapat mengubah komposisi besi bearing dan merusak bagian sangkar bearing yang memang tidak disiapkan untuk menahan temperature yang begitu tinggi. Pada akhirnya umur pakai bearing pasti akan menjadi lebih pendek
Untuk cara pemanasan yang benar, SKF menciptakan alat pemanas yang menggunakan tenaga induksi electromagnetik – SKF Induction Heater. Alat tersebut hanya akan memanaskan bagian inner ring bearing dengan temperatur yang terkontrol (tidak melebihi 130 derajat Celcius). Setelah bearing dipanaskan dengan tenaga induksi electromagnetic, maka alat tersebut juga akan menghilangkan unsur magnet dari bearing juga untuk menjaga integritas komposisi bearing.
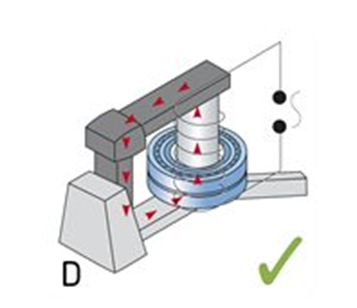
Fig. 4 – Cara pemanasan bearing menggunakan tenaga induksi electromagnetik
Begitu selesai dipanaskan, bearing tinggal dimasukan ke dalam as dengan gampang dalam waktu yang singkat. Simak cara pemakaian SKF Induction Heater di link berikut ini: https://www.youtube.com/watch?v=ho8n6NZfdUs
3. Pemasangan metode hidrolik
Pada tahun 1940an, SKF yang menciptakan metode hidrolik untuk pemasangan bearing. Semenjak itu, metode hidrolik SKF terus dikembangkan dan sampai saat ini menjadi cara yang lebih disukai teknisi untuk pemasangan bearing dan suku cadang lainnya yang berukuran besar. Dengan metode hidrolik, maka kita dapat memasang bearing besar ke dalam as dengan sangat mudah, cepat, presisi, dan dapat menghindari kerusakan pada bearing ataupun as tersebut.

Fig. 5 – Cara pemasangan bearing dengan menggunakan kekuatan hidrolik oli.
Teknisi akan memompa hidrolik sesuai dengan tekanan dan clearance yang dihitung untuk aplikasi tersebut.
Simak cara pemasangan dengan kekuatan hidrolik di link berikut ini: https://www.youtube.com/watch?v=IMo4ao-aVh8
Pelayanan PT. Kogelahar Indonusa selalu bertujuan untuk memberikan nilai tambah lebih bagi para pelanggan, baik berupa dampak secara langsung (berupa peningkatan usia pakai suku cadang), maupun dampak tidak langsung (SOP dan aktivitas pemasangan bearing yang benar)
Sebagai SKF Certified Maintenance Partner, PT. Kogelahar tidak hanya menyediakan produk SKF yang asli dan terunggul (alat pemasangan bearing), namun juga memiliki lisensi untuk melakukan konsultasi teknikal dan jasa teknikal seperti training dan implementasi SOP pemasangan bearing yang benar yang bertujuan untuk mengoptimalkan pengoperasian pabrik anda.
Jika anda membutuhkan informasi lebih lanjut mengenai training seputar pemasangan bearing ataupun alat untuk mendukung aktivitas pemasangan bearing anda, hubungi Kogelahar sekarang juga di (061)6620-616/7 (Office), 085261124557 (Whatsapp Only), ataupun email di [email protected]
Our Company
PT. Kogelahar Indonusa
Jl. G. Krakatau No. 6-6A-6B
Medan 20238
Telp. : +6261 6620616/617
Fax. : +6261 6620605
E-mail : [email protected]
PT. Kogelahar Riau
Jl. Soekarno Hatta No.37, Labuh Baru Barat, Kec.Payung Sekaki, Kota Pekanbaru, Riau 28291
Telp. : +62761 864570/571
Fax. : +62761 864573
E-mail : [email protected]
PT. Kogelahar Borneo
Jl. Teuku Umar, Komplek Pontianak Mall Blok C No. 43-44
Pontianak 78122
Telp. : +62 561 574948
Fax. : +62 561 574947
E-mail : [email protected]