by kogelahar | Oct 13, 2023 | Industry Solution
Apa saja penyebab getaran pada mesin anda? Getaran mesin merupakan salah satu masalah yang umum terjadi dan dapat menyebabkan berbagai masalah, seperti kebisingan, kerusakan mesin, dan bahkan bahaya keselamatan. Lantas, apa saja penyebab getaran mesin? Gambar 1....
by kogelahar | Dec 10, 2021 | Industry Solution
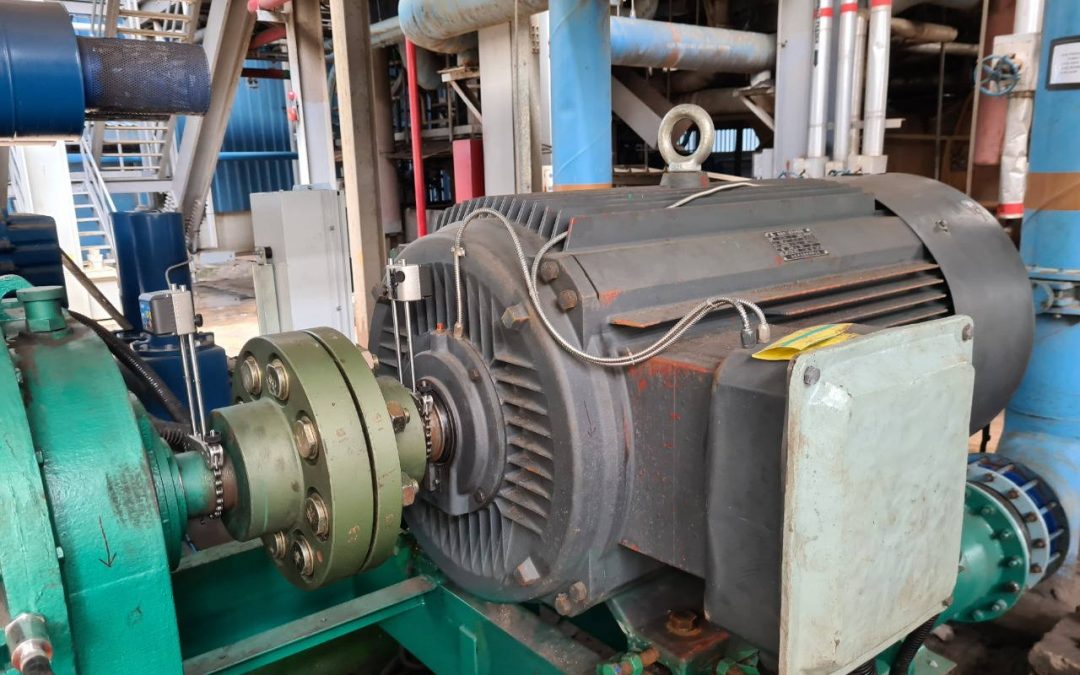
Yakin shaft antar mesin anda sudah 100% sejajar? Ketika anda mengganti bearing baru di mesin yang terhubung dengan as, mesin tersebut akan tergeser dan akan perlu disejajarkan antar coupling kembali. Aktivitas ini biasa disebut sebagai pensejajaran as ataupun dikenal...